Quickly understand the
flocking process commonly used for
packaging materials
ONE
Flocking process definition
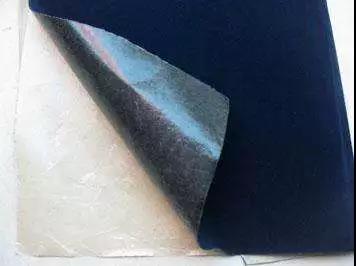
Short fibers (typically 0.03 to 0.5cm in length) are fixed vertically to a base material coated with an adhesive called flocking.
Electrostatic flocking is one of the important applications of electrostatic technology in textile industry. Electrostatic
flocking is a kind of
flocking processing technology using ionization physical phenomenon on the surface of the instrument. It is widely used in many industries because of its advantages of high production efficiency, low cost, variety of colors, wide adaptability and so on.
TWO
Flocking process characteristics
- flocking principle using the charge the same physical characteristics of opposites attract, the villi with negative charge, need something flocking on zero potential or ground conditions, the villi have potential attracted to plants, a ChuiZhiZhuang soared to need to accelerate flocking objects on the surface, because the plant body coated with adhesive, the villi was vertical stick on the plant.
- Flocking method Flocking machine assembly line type flocking machine: the flocking assembly line can realize the automatic completion of gluing, flocking, drying, floating flocking removal from one sample, such as: Flocking printing of flocking fabric, leather, paper, non-woven fabric, PVC, blister sheet, sponge, various handicrafts, toys, automobile plastic parts, storage box, automobile sealing tape, decorative strip, blister box, card, wall calendar, couplets, New Year pictures, packaging gift box.
Box flocking, as are flocking products size, shape,
flocking box, place the villi in the box, put through power supply, this flocking box form a high voltage electric field, are flocking products from into the box, flocking box end after three to five seconds, after the flocking from body moves from the other end, drying or air is the finished product.
Nozzle type flocking: turn on the juice and produce tens of thousands of volts of high voltage electrostatic flocking machine, the output to the nozzle, the nozzle of villi with negative charge, and then on the plant surface coating adhesive, move objects, nozzle close to be flocking villi in high voltage electric field under the action of flocking rising from the nozzle to the surface, a ChuiZhiZhuang rooted in surface coated with adhesive.
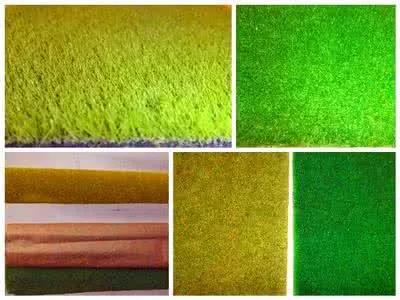
Flocking fabric features strong three-dimensional sense, bright color, soft feel, luxurious and noble, gorgeous and warm, realistic image, non-toxic and tasteless, heat preservation and moisture resistance, friction resistance, smooth without gap.
THREE
Flocking process system composition

- Nap is the key material of electrostatic flocking products. The nap should be selected according to the appearance, style and various physical properties required by the nap product. At present basically is viscose short pile and nylon short pile, also useful acrylic fiber, dacron and leather pile to wait. According to its processing methods, the villi can be divided into two categories: crushing villi and cutting villi. General crushing nap quality is poor, medium and high-grade flocking products should choose high-quality cut nap.
- adhesive the combination of the nap and the base material is achieved through the adhesive. Adhesive plays a key role in the internal quality of flocking products. It directly affects the wear properties of flocking products such as rubbing fastness, hand feeling and thickness. Adhesive can also be different according to the requirements of different flocking products, from economic, practical consideration and different.
- bottom flocking base material is very wide, in addition to most of the current flocking textile bottom, there are plastic, leather, paper, wood, metal and other materials
FOUR
Flocking process
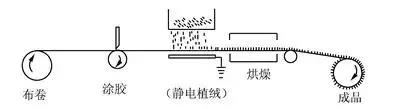
In order to achieve continuous production and improve production efficiency, the bottom cloth should be evenly placed in the pre-prepared cart along the same direction, and the joint is splicing together with a sewing machine. The base cloth should be singed and ironed before the flocking production line
- sizing bottom cloth after pretreatment at a certain rate (according to the production needs) through the flowering roller feeding into the pulp platform flowering roller is to give a certain tension, make the cloth smooth, at the same time control the bottom cloth door width. Then the operator will apply the adhesive to the cloth because the adhesive has a certain viscosity, making the adhesive on the one hand with the cloth forward at the same time, its rotation makes the adhesive evenly dispersed to the surface of the cloth. The adhesive is evenly extruded through the gap between the scraper and the cloth surface, and then the bottom cloth is fixed to the pinhole on both sides of the flocking production line through the action of brush plate and press plate to prevent the bottom cloth from shaking up and down and moving left and right. Automatic edge detector detects whether the cloth surface is parallel to the working area and adjusts it accordingly. Pay attention to ensure that the scraper below the feeding roller clean, coating adhesive as far as possible do not stick to the surface of the roller. At the same time, the garbage on the surface of the roller is cleaned by the brush under the roller, and the water and adhesive on the surface of the roller are removed by the wiper. By adjusting the gap between scraper and feeding roller, the amount of adhesive coating can be adjusted to ensure the thickness of the final product on the one hand and save the cost on the other hand.
- flocking put the prepared villi into the pile box, try to disperse the villi evenly do not appear villi. At the same time, the flocking machine feeds the coated cloth into the flocking area. The upper plate (located under the hopper) is a plate type metal mesh frame, the lower plate is a metal plate bracket, covered with adhesive flocking bottom cloth, the upper and lower two plates are respectively connected with wires in the high voltage electrostatic generator (generally tens of thousands of volts) on the positive and negative output end. The villi in the hopper will fall evenly to the negative pole of the metal mesh with the rotation of the hair shaft and the action of the brush.
Because of villi in the process of land and the cathode contact and charged, cause villi arranged according to the direction of the electric field, fluffy polarized in the electric field at the same time, with negative polarity of the same charge, concentrated in the far away from one end of the cathode, and the positive charge is concentrated near the cathode side, when the pile and the cathode contact, because the electrode conductivity is higher than wool, produce certain electric current in the fiber, The villi will generate a net negative charge, so that the villi in the electric field has a great degree of elongation and flight, at a high speed vertical fall onto the adhesive coated base cloth, forming a fine suede pattern. There is also an internal shock device at the bottom of the cloth, through its beating on the cloth, so that the cloth is not stuck with a firm nap from the cloth into the electrostatic field, secondary flocking.
The undercloth also passes through multiple flocking channels to achieve the desired flocking density. In addition, the recycling bin below the base cloth will collect and recycle the fluff that has fallen down the flocking area to save production costs. After flocking, the cloth passes through the suction device to absorb the floating hair on the cloth. This operation process should pay attention to the cleaning process, especially the control of flying wool.
Flocking quality is key to high voltage electrostatic generator power to conform to the requirements of the production line technology, electrostatic generator is the heart of the electrostatic flocking equipment, high-voltage electrostatic generator and transformer with transistor direct booster electrostatic generator (points tube rectifier heap and silicon rectifier), to ensure that produce high and stable static voltage. If the voltage is too low, the vertical of the villi is poor, and the bonding fastness decreases; If the voltage is too high, electrostatic spark burning accident will occur. The output DC voltage is generally required to reach 20-100kV. The spacing between the two plates is generally controlled within 10cm, and the spacing between the plates is best adjusted up and down. The device can be added to supplement the lack of static electricity.
- drying in flocking after the end of the oven for drying. Allow the glue to set and the fluff to be fixed on the base cloth. Oven temperature varies with the performance of the substrate and adhesive and the amount of adhesive coating (generally more than 100℃). And after a number of hot box and drying for a certain time, the oven temperature needs to be gradually increased. There are two layers of metal plates (heated by heat conduction oil) in the oven, which are heated by heat convection. The oven is equipped with suction device to absorb the water vapor from the cloth in time. Note that the drying temperature is too low, the time is too short, it can not achieve the drying effect, poor adhesive curing, will make the product wear resistance decreased; On the one hand, the temperature is too high to cause changes in the gloss and texture of the cloth, on the other hand, the adhesive will be aging deterioration, feel hard.
After the oven, the cloth surface temperature is higher, and has been deformed. Therefore, the cooling tower composed of 4-6 cooling rollers is also cooled to reduce the temperature of the cloth. The cooling roller is filled with liquid circulating cooling water to cool the material through heat transfer. In order to make both sides of the cloth neat, remove edge defects, but also cut, cut off the uneven sides of the cloth.
- Although floating down is sucked after brush flocking, there are still residual villi in the gap between villi. Generally, brush is used to clean up the base cloth by moving against it. Use a hair dryer to collect the lint.
The cloth produced by the drying process is directly fed into the bristle machine for bristle treatment. Brush cleaning device is composed of cloth guide roller, brush box, vacuum cleaner and transmission device. Among them, the cloth guide roller is composed of a set of guide rollers arranged according to the specified parts, which can make the flocking cloth brush cleaning device according to the specified process; The brush box is equipped with high speed brush roller, which can clean the residual floating hair on the flocking cloth surface when running at high speed. A vacuum cleaner is used to collect clean down the pile, the device can use cyclone dust removal or bag type dust removal and other forms of dust removal; The brush box is connected with the vacuum cleaner by an induced draft fan. The transmission device is mainly driven by the guide roller, which can be connected with the chain of the guide roller of the drying and setting machine to synchronize the speed with the drying and setting machine. The transmission of the brush roller is driven by the motor alone through the triangle belt.
Finally, it can also be rolled, but for the simulation leather fabric, in order to ensure that there is no adhesion between the upper and lower layers of cloth in the process of rolling, but also feed a layer of plastic film into the volume at the same time. The operator checks whether the fabric thickness meets the requirements and the uniformity of the fabric before rolling. If the thickness is too thick, the parameters of subsequent grinding process should be changed accordingly to meet the final requirements. At the same time to adjust the amount of adhesive coating has reached the requirements.
- The purpose of finishing after finishing is to improve the added value of flocking products, mainly including spray, embossing, engraving, skin grinding, sand washing, hot stamping, bronzing and other deep processing, so that the products can achieve the desired visual feel effect.
FIVE
Application of cosmetic packaging materials

Flocking technology is widely used in cosmetic packaging materials, mainly used in auxiliary packaging materials, such as some packaging boxes, but also used in the main packaging materials.